 咨询热线:86-755-29773559咨询热线:86-755-29773559
咨询热线:86-755-29773559咨询热线:86-755-29773559
深圳市科翔模具有限公司
电话: 86 - 755 - 2977 3559
电话: 86 - 755 - 29604615
传真: 86 - 755 - 2960 4572
邮箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新区公明街道西田社
区第二工业区24栋A区
第一节 欠注
一.名词解释
熔料进入型腔后没有充填完全,导致产品缺料叫做欠注或短射。如图所示。

图1 制品缺料示意图
二. 故障分析及排除方法:
1.设备选型不当。在选用注塑设备时,注塑机的最大注射量必须大于塑件重量。在验核时,注射总量(包括塑件、浇道及飞边)不能超出注射机塑化量的85%。
2. 供料不足,加料口底部可能有“架桥”现象。可适当增加射料杆注射行程,增加供料量。
3. 原料流动性能太差。应设法改善模具浇注系统的滞流缺陷,如合理设置浇道位置、扩大浇口、流道和注料口尺寸以及采用较大的喷嘴等。同时,可在原料配方中增加适量助剂,改善树脂的流动性能。
4. 润滑剂超量。应减少润滑剂用量及调整料筒与射料杆间隙,修复设备。
5. 冷料杂质阻塞流道。应将喷嘴拆卸清理或扩大模具冷料穴和流道的截面。
6. 浇注系统设计不合理。设计浇注系统时,要注意浇口平衡,各型腔内塑件的重量要与浇口大小成正比,是各型腔能同时充满,浇口位置要选择在厚壁部位,也可采用分流道平衡布置的设计方案。若浇口或流道小、薄、长,熔料的压力在流动过程中沿程损失太大,流动受阻,容易产生填充不良。对此应扩大流道截面和浇口面积,必要时可采用多点进料的方法。
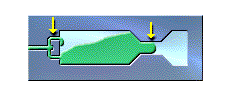
图2 流道过细而凝固
7. 模具排气不良。应检查有无冷料穴,或其位置是否正确,对于型腔较深的模具,应在欠注部位增设排气沟槽或排气孔,在合理面上,可开设0.02-0.04mm,宽度为5-10mm的排气槽,排气孔应设置在型腔的最终充填处。使用水分及易挥发物含量超标的原料时也会产生大量气体,导致模具排气不良,此时应对原料进行干燥及清除易挥发物。此外,在模具系统的工艺操作方面,可通过提高模具温度,降低注射速度、减小浇注系统流动阻力,以及减小合模力,加大模具间隙等辅助措施改善排气不良。
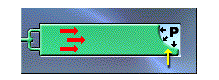
图3 困气产生背压阻料
8. 模具温度太低。开机前必须将模具预热至工艺要求的温度。刚开机时,应适当节制模具内冷却剂的通过量。若模具温度升不上去,应检查模具冷却系统设计是否合理。
9. 熔料温度太低。在适当的成型范围内,料温与充模长度接近于正比例关系,低温熔料的流动性能下降,式的充模长度减短。应注意将料筒加热到仪表温度后还需恒温一段时间才能开机。如果为了防止熔料分解不得不采取低温注射时,可适当延长注射循环时间,克服欠注。
10. 喷嘴温度太低。在开模时应使喷嘴与模具分离。减少模温对喷嘴温度的影响,使喷嘴处的温度保持在工艺要求的范围内。
11. 注射压力或保压不足。注射压力与充模长度接近于正比例关系,注射压力太小,充模长度短,型腔充填不满。对此,可通过减慢射料杆前进速度,适当延长注射时间等办法来提高注射压力。
12. 注射速度太慢。注射速度与充模速度直接相关。如果注射速度太慢,熔料充模缓慢,而低速流动的熔体很容易冷却,使其流动性能进一步下降产生欠注。对此,应适当提高注射速度。
13. 塑件结构设计不合理。当塑件厚度与长度不成比例,形体十分复杂且成型面积很大时,熔体很容易在塑件薄壁部位的入口处流动受阻,使型腔很难充满。因此,在设计塑件的形体结构时,应注意塑件厚度与熔料极限充模长度有关。在注射成型时,塑件的厚度应采用1-3mm,大型塑件为3-6mm。通常,塑件厚度超过8mm或小于0.5mm都对注塑成型不利,设计时应避免采用这样的厚度。

图4 制件复杂或流路过长而凝固
*本站所有相关知识仅供大家参考、学习之用,部分来源于互联网,其版权均归原作者及网站所有,如无意侵犯您的权利,请与小编联系,我们将会在第一时间核实,如情况属实会在3个工作日内删除。 7*24小时免费热线: 13682521790 13714219339
文章关键词:注塑模具厂家,注塑模具开模,注塑模具开模哪家好,深圳注塑模具厂家
全国服务热线:
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 扫一扫
添加微信咨询
全国免费服务热线
137-1421-9339