 咨询热线:86-755-29773559咨询热线:86-755-29773559
咨询热线:86-755-29773559咨询热线:86-755-29773559
深圳市科翔模具有限公司
电话: 86 - 755 - 2977 3559
电话: 86 - 755 - 29604615
传真: 86 - 755 - 2960 4572
邮箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新区公明街道西田社
区第二工业区24栋A区
一.名词解释
成型制品表面的线状痕迹,此痕迹显示了熔料流动的方向。
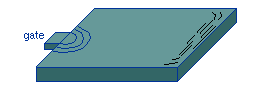
图5-14 流痕示意图
二. 故障分析及排除方法:
1. 熔料流动不良导致塑件表面产生以浇口为中心的年轮状波流痕。可分别采取提高模具及喷嘴温度,提高注射速率和充模速度,增加注射压力及保压和增压时间。也可在浇口处设置加热器增加浇口部位的局部温度。还可适当扩大浇口及流道面积,而浇口和流道截面最好采用圆形,这种截面能够获得最佳充模。但是如果在塑件的薄弱区域设置浇口,应采用正方形截面。此外,注料口底部及分流道端部应设置较大的冷料穴,料温对熔料流动性能影响越大,越要注意冷料穴尺寸的大小,冷料穴的位置必须设置在熔料沿注料口流动方向的端部。
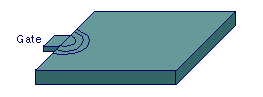
图2 流痕形成示意图
2.熔料在流道中流动不畅导致塑件表面产生螺旋状波流痕。当熔料从流道狭小的截面流入较大截面的型腔或模具流道狭窄、光洁度很差时,料流很容易形成湍流,导致塑件表面形成螺旋状波流恨。对此,可适当降低注射速度或对注射速度采取慢、快、慢分级控制。模具的浇口应设置在厚壁部位或直接在壁侧设置浇口,浇口形式最好采用柄式、扇形或膜片式。也可适当扩大流道及浇口截面,减小料流阻力。
3.挥发性气体导致塑件表面产生云雾状波流痕。当采用ABS或其它共聚型树脂原料时,若加工温度较高,树脂及润滑剂产生的挥发性气体会使塑件表面产生云雾状波流痕。对此,应适当降低模具及机筒温度,改善模具的排气条件,降低料温及充模速率,适当扩大浇口截面,还应考虑更换润滑剂品种或减少其用量。
下一篇: 日常注塑加工遇到的问题原因分析及解决方法

全国服务热线:
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 扫一扫
添加微信咨询
全国免费服务热线
137-1421-9339